

Epson entra no mercado de sublimação com duas novas impressoras
Por Luiz Ricardo Emanuelli em 25/11/2012

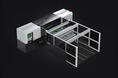
Nova SureColor SC-F7000: aposta da Epson para o mercado de impressão sublimática
SureColor SC-F: esse é o nome da nova linha de impressoras que marcam a entrada da Epson na sublimação. Dois modelos fazem parte dessa família: o SureColor SC-F60 e o
SureColor SC-F70. O primeiro tem 44 polegadas (1,1m) de largura de impressão. Já o segundo, um pouco maior, vem com 64 polegadas (equivalente a 1,6m).
As novidades, que trabalham com a paleta básica de cores CMYK e resolução de 720 x 1440dpi, têm um grande diferencial: todos os seus componentes (tintas, cabeças, chassis e acessórios) são projetados e fabricados pela mesma empresa, a Epson — um feito inédito no mercado de impressoras sublimáticas. "A impressão digital têxtil ainda é pequena, mas está crescendo rapidamente. Nossa estratégia é aumentar esse percentual, fornecendo soluções confiáveis e de baixo custo, totalmente projetadas por nós", declarou recentemente Guy Martin, gerente de produto da Epson Europa.
Até então, vários outros modelos de impressoras da fabricante eram adaptadas para receber tintas sublimáticas compatíveis. Algo que a empresa tentará coibir com as suas novas apostas para o mercado.
Características técnicas das impressoras Epson para sublimação
As impressoras SureColor SC-F possuem sistema rolo a rolo de alimentação de substrato (papéis para sublimação), cuja estrutura exige pouco trabalho de um único operador. As máquinas também contam com tensionamento automático de mídia. Além disso, o cilindro de recolhimento de material impresso — padrão na SC-F70, mas opcional na SC-F60 — permite produções ininterruptas. E para quem faz uso de bobinas mais pesadas, pode-se adquirir um sistema opcional de mídias que suporta bobinas de 80Kg.

Epson SureColor SC-F6000: impressora sublimática de 1,1m
Segundo a fabricante, as impressoras vêm equipadas com cabeças Epson MicroPiezo TFP, já consolidadas no segmento de sublimação. Trata-se de uma tecnologia que casa bem com as tintas Epson UltraChrome DSink, outra novidade da empresa, vendida em cartuchos de 1,5 litro.
Ambos os modelos foram desenvolvidos para a produção de brindes, soft signage, moda esporte, vestuário, acessórios, artigos personalizados, entre outras aplicações feitas com sublimação. De acordo com a empresa, as máquinas geram impressos com resitência à luz, lavagem, abrasão e transpiração.
Quanto aos modos de operação, os equipamentos oferecem: Draft (velocidade de 57m2/h), Produção (28m2/h) e Qualidade (16m2/h).
Fonte: Epson UK. Texto: InfoSign
Drytac lançará filmes adesivos e revestimentos de parede na Fespa 2018
Por Luiz Ricardo Emanuelli em 08/05/2018
Empresa exibirá novidades nas linhas ColorCapture, SpotOn e Polar
A Drytac, fabricante de materiais autoadesivos, anunciou seus planos para a Fespa 2018, feira que ocorrerá em Berlim, na Alemanha, entre os dias 15 e 18 de maio. A empresa promete lançar materiais das linhas ColorCapture, SpotOn e Polar.
A ColorCapture é uma nova linha de mídias para decoração de paredes. Entre as opções da série estão revestimentos com acabamentos nas opções marfim, lona e couro. Além disso, a ColorCapture oferece quatro opções de adesivos: ativado por água, permanente, removível e ReTac (ultrarremovível e reposicionável). Os produtos são resistentes a rasgos, livres de encolhimento e certificados de acordo com os padrões europeus de proteção contra incêndios.
Para os visitantes da Fespa interessados em revestimentos de paredes, a Drytac também mostrará a ReTac Textures (revestimentos de PVC com relevo e texturas de linho, areia e madeira) e as linhas FabrikTac e SynTexture, de tecidos sintéticos.
Outra novidade que a Drytac mostrará na feira é o SpotOn PET, filme de poliéster de 75µ compatível com impressoras UV. A mídia incorpora tecnologia adesiva SpotOn, que permite fácil aplicação e remoção limpa de instalações feitas em janelas.
A Drytac também lançará o Polar Burst, filme de PVC de 95µ ultrarrefletivo e adesivo removível, para aplicações de alta qualidade de sinalização e varejo.
Fonte: Drytac
Xerox lança impressoras a jato de tinta única passada
Por Luiz Ricardo Emanuelli em 18/02/2013

Xerox CiPress 500: inkjet de banda estreita voltada para os mercados comercial e editorial
A Xerox, fabricante de soluções gráficas, anunciou os modelos CiPress™ 500 e 325, equipamentos a jato de tinta (única passada) para produção de materiais para os segmentos editorial (catálogos, livros e manuais) e de marketing impresso (folhetos e folders). Imprimindo em bobinas (sistema rotativo), as impressoras são de banda estreita, suportando rolos de 24 cm de largura, podendo trabalhar nas velocidades de 500 ou 325 metros por minuto.
Usando tintas sem água, atóxicas e certificadas (pela INGEDE), o modelo CiPress imprime em papéis, e emite relatórios de acompanhamento de tinta, informando a quantidade exata do insumo que foi utilizada nos trabalhos.
Segundo a fabricante, a CiPress também tem setups automatizados e controles que agilizam a produção. Conta também com o servidor Xerox FreeFlow®, que lida com trabalhos com dados variáveis (sem sacrificar a velocidade de impressão). Além disso, oferece suporte para IPDS, PDF, PS e VIPP.
Fonte: Xerox
-
 Fujifilm apresenta sistema de automação para impressoras UV
Fujifilm apresenta sistema de automação para impressoras UV
-
 Pesquisa: mercado global de inkjet vale 118 bilhões de dólares
Pesquisa: mercado global de inkjet vale 118 bilhões de dólares
-
 Epson lança impressora SC-P20500 para fine arts
Epson lança impressora SC-P20500 para fine arts
-
 Epson e Alexandre Herchcovitch promovem evento para indústria têxtil no Brasil
Epson e Alexandre Herchcovitch promovem evento para indústria têxtil no Brasil
-
 Agfa apresenta combo de novas impressoras UV LED
Agfa apresenta combo de novas impressoras UV LED
-
 Etherna Adesivos entra para o mercado de sign, comunicação visual e decoração
Etherna Adesivos entra para o mercado de sign, comunicação visual e decoração
-
 Epson apresenta duas novas impressoras sublimáticas
Epson apresenta duas novas impressoras sublimáticas
-
 Sobe para 3 anos a garantia de todas as impressoras da swissQprint
Sobe para 3 anos a garantia de todas as impressoras da swissQprint
-
 Durst anuncia novas opções de tintas fluorescentes
Durst anuncia novas opções de tintas fluorescentes
-
 Agfa lança geração mais tecnológica de impressoras UV Anapurna
Agfa lança geração mais tecnológica de impressoras UV Anapurna

-
 Stratasys lança solução DTG para aplicações em relevo
Stratasys lança solução DTG para aplicações em relevo
-
 Massivit 3000 é nova impressora 3D de grande formato
Massivit 3000 é nova impressora 3D de grande formato
-
 Durst comemora milésima instalação do software Durst Workflow
Durst comemora milésima instalação do software Durst Workflow
-
 Nova mídia têxtil de fibras naturais de bambu
Nova mídia têxtil de fibras naturais de bambu
-
 Ricoh Brasil tem novo diretor de operações
Ricoh Brasil tem novo diretor de operações
-
 Dicas para aplicar mídias e vinis adesivos em paredes
Dicas para aplicar mídias e vinis adesivos em paredes
-
 Zünd apresentará nova tecnologia Q-Line BHS180 na Drupa 2024
Zünd apresentará nova tecnologia Q-Line BHS180 na Drupa 2024
-
 Mactac renova vinil cast GV729
Mactac renova vinil cast GV729
-
 Nutec instala sistema de energia solar em sua fábrica
Nutec instala sistema de energia solar em sua fábrica
-
 Fiery apresentará ferramentas de IA na Drupa 2024
Fiery apresentará ferramentas de IA na Drupa 2024
-
 Em quais superfícies é possível aplicar vinil adesivo?
Em quais superfícies é possível aplicar vinil adesivo?
-
 Problemas e soluções na impressão por sublimação
Problemas e soluções na impressão por sublimação
-
 Como escolher o papel transfer: adesivo, inkjet, laser ou sublimático
Como escolher o papel transfer: adesivo, inkjet, laser ou sublimático
-
 Envelopamento de carro: dicas para uma aplicação profissional
Envelopamento de carro: dicas para uma aplicação profissional
-
 Impressão de grande formato: sublimação ou impressão direta em tecidos?
Impressão de grande formato: sublimação ou impressão direta em tecidos?
-
 Dicas para escolher a sua impressora para sublimação
Dicas para escolher a sua impressora para sublimação
-
 Epson lança impressora para estampar camisetas
Epson lança impressora para estampar camisetas
-
 Como aplicar vinil adesivo em vidro
Como aplicar vinil adesivo em vidro
-
 Ferramentas e insumos para adesivação e envelopamento
Ferramentas e insumos para adesivação e envelopamento
-
Dicas para comprar o vinil adesivo correto para trabalhos de sinalização e comunicação visual